|
一、实验目的
1.了解钢铁发蓝的原理及处理方法。
2.了解铝阳极氧化的原理及处理方法。
3.了解钢铁磷化的原理及处理方法。
二、实验原理
表面处理技术是一门新兴的工业加工技术。对金属、非金属材料如塑料、陶瓷、玻璃等的表面进行物理化学处理,以改善金属与非金属的表面性能。从而大大提高了金属、非金属材料的应用范围,本实验将介绍钢铁发蓝、铝阳极氧化着色以及钢铁磷化等表面处理技术的一般原理和方法。
1.钢铁发蓝处理
利用氧化还原反应使钢铁的表面形成一层致密的氧化膜。由于形成的氧化膜通常呈黑色或蓝黑色,因此钢铁的氧化处理又称为发蓝。钢铁的发蓝处理不影响钢铁零件的精密度,但却可以提高钢铁零件的耐腐蚀性。
钢铁的发蓝处理通常采用碱性氧化法。碱性氧化法是在一定温度下,在含有氧化剂(NaNO3或NaNO2)的氢氧化钠溶液中进行。氧化剂和NaOH与金属铁作用生成亚铁酸钠(Na2FeO2)和铁酸钠(NaFeO2),后二者再相互作用生成磁性氧化铁,反应方程式如下:
3Fe+NaNO2+5NaOH=3Na2FeO+H2O+NH3
6Na2FeO2+NaNO2+5H20=6NaFeO2+7NaOH+NH3
Na2FeO2+2NaFeO2+2H2O=Fe3O4↓+4NaOH
2.铁磷化处理
钢铁零件在含有锰、铁、锌的磷酸盐溶液中进行处理,使其表面生成一层难溶的磷酸盐防护膜的方法,称为磷化。
磷化膜的颜色随着基体材料及磷化工艺的不同可以由暗灰到黑灰,其厚度一般为5~20μm。磷化膜的主要成分是磷酸盐(Me3(PO4)2)和磷酸氢盐(MeHPO4)。
磷化膜在大气条件下较稳定,抗蚀能力是发蓝膜的2~10倍,具有较高的电绝缘性和润滑性,由于磷化膜对油类,漆类有良好的吸附能力,被广泛用作油漆的底层。
磷酸盐溶液中存在如下平衡
3Me(H2PO4)2=Me3(PO4)2+4H3PO4
式中Me代表Mn、Fe、Zn离子。经表面处理后的钢铁零件在磷化液中发生如下反应:
Fe+2H3PO4=Fe(H2PO4)2+H2↑
Fe+Fe(H2PO4)2=2FeHPO4+H2↑
Fe+2FeHPO4=Fe3(PO4)2 +H2↑
Me(H2PO4)2+2Fe=Me(FePO4)2+H2↑
生成的不溶性磷酸盐结晶沉积在金属表面。在磷化液中,硝酸盐作为催化剂,可以加速上述反应进行。
3.铝的阳极氧化色
将铝及铝合金置于适当的电解液中作为阳极进行通电处理,此过程称为阳极氧化。经过阳极氧化,铝表面能生成几十至几百微米的氧化膜。这层氧化膜的防腐性,耐磨性以及装饰性(新生成的氧化膜可以用有机或无机着色剂使铝的表面着色)等比原来的金属都有明显的改善与提高。
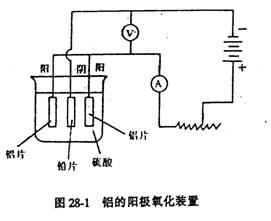
在铝的阳极氧化的工艺过程中,铅作为阴极,铝作为阳极,一定浓度的H2SO4溶液作为电解液,电解氧化过程发生的反应是
阴极2H++2e=
H2↑
阳极2OH--2e=[O]+H2O
3[O]+2Al=Al2O3
在氧化过程中,由于生成Al2O3可以溶解于H2SO4溶液中,因此,要在铝表面形成致密的氧化膜必须使Al2O3的生成速度大于Al2O3的溶解速度。
铝的阳极氧化着色技术广泛应用于铝材加工,装饰材料,飞机、汽车及精密仪器零件制备上。
三、仪器与药品
直流稳压电源(15V);直流伏特计(0~30V);直流电流计(0~500mA);滑线电阻;温度计;水浴;镊子,试管,表面皿;蒸发皿,烧杯;铅电极(铅棒);铝片(作电极);铁钉;电吹风(或烘箱)
H2SO4
15%(5mol·dm-3);HNO3 10%;NaOH(2 mol·dm-3);苯;无水乙醇;脱脂棉,砂纸,钢片发蓝液(36g NaOH+14g NaNO2+50g H2O);变压器油;
无机着色液:
染出颜色 1号
2号
蓝或天蓝
1%亚铁氰化钾 10%氯化铁
橙黄色
10%铬酸钾
10%硝酸银
氧化膜质量检验液:(3g K2Cr2O7+25cm3 HCl(浓)+75 cm3 H2O);
化学除油液(磷化用):NaOH(60~100g·dm-3);Na2CO3(30~60g·dm-3)
Na3PO4(40~50s·dm-3);水玻璃(10~20g·dm-3)
硫酸洗液(磷化用):H2SO4(180~240g·dm-3)
铬酸除渣液(磷化用):CrO3(200~250g·dna-3);NaCl(10~20g·dm-3 ),H2SO4(10~30g·
dm-3)
弱腐蚀液(磷化用):HCl(120~180s·dm-3)
中和液(磷化用):Na2CO3(15~30g·dm-3 );肥皂(5~10g·dm-3”)
磷化液:磷酸锰铁盐(马日夫盐)(30~40g·dm-3);Zn(NO3)2(70~100g·dm-3);Mn(NO3)2
(25~4.0S·dm-3)
补充处理液:K2Cr2O7(30~50g·dm-3 );Na2CO3(2~4g·dm-3 )
检验液(磷化用)CuSO4(0.25mol·dm-3)40cm3;NaCl(10%)20cm3,HCl(0.1mol·dm-3)0.8 cm3
四、实验内容
取两枚铁钉,用砂纸除锈后,放入加热至70℃左右的2mol·dm-3 NaOH溶液的试管中,约5min拿出用水冲洗干净,将其中的一枚铁钉放人蒸发皿中,加入少量发蓝液,盖上表面皿,加热至沸后,再使续加热3min,取出,水洗并与未经处理的铁钉比较,用少许变压器油浸泡已经发蓝处理的铁钉。
2.磷化
(1)准备工作:用砂纸磨掉钢铁件表面的铁锈,用自来水冲洗后,在85℃的化学除油液浸泡10min,用高于85℃的热水及冷水依次冲洗工件,在高于70℃的H2SO4酸洗液洗5min,冷水冲洗。在铬酸除渣液中浸2~4min,冷水洗,于弱腐蚀液中浸2~4min冷水冲洗。工件再放入中和液中(40~60℃)中浸泡1~2min,用冷水冲洗干净。
(2)磷化将磷化液加热至60~70℃,再将待磷化工件浸泡其中约7~15min,取出,依次用冷水和高于80℃的热水冲洗。
(3)补充处理,在加热至80℃的补充液中浸泡10~15min,取出,依次用冷水和热水洗净,烘干。
(4)抗腐蚀性能检验,用脱脂棉蘸上酒精后,擦试磷化后的工件,待工件表面酒精挥发后,在工件表面滴加数滴检验液,同时计时,记录检验液由蓝色变成土黄或土红色的时间,即为磷化膜抗蚀能力,一般以1min为合格。
(5)磷化膜的退除,当磷化工件的抗蚀能力小于lmin时,为不合格工件,这时应将磷化层退除,重新磷化,其操作是,将不合格工件在酸洗液中浸泡1~1.5min,经水洗及中和处理后再重新进行磷化。
3.铝的阳极氧化着色
(1)铝片的预处理,取出一定大小的铝片,依次用苯,酒精擦洗铝片的表面,以除去其表面的油污,然后用水冲洗(除油后,不能再用手触摸铝片的表面)。将除油后的铝片浸入60~70℃的2mol·dm-3的NaOH溶液中,约l min取出用水冲洗干净,再用10% HNO3对铝中进行化学抛光10min,水洗,置于水中待用。
(2)阳极氧化,以铅为阴极,铝片为阳极,15%的H2SO4溶液为电解液,按照右图连接电解装置,调节滑线电阻。使电流密度保持在15~20mA·cm-3之间,电压为15V左右,电解40min,电解完毕后取出铝片,用水冲洗,浸泡在水中,并在30min内着色。
(3)氧化膜质量检查,从中中取出铝片,吸干表面的水,分别在已氧化和未氧化的之处各滴一滴氧化膜质量检验液,检查氧化膜质量。
(4)着色,经阳极氧化的铝片可以用无机化合物(或有机染料)着色
用无机物着色处理的步骤如下,室温下先将铝片在1号着色液中浸泡5~10min,取出,用水洗净,然后再放入2号着色液中浸泡5~10min,取出,用水洗净。
(5)封闭将已着色的铝片干燥后,放在水蒸汽中封闭处理20~30min,即可得到更加致密的氧化膜。
五、预见要求
1.了解钢铁发蓝,铝阳极氧化,着色和钢铁磷化的工艺过程及相应的原理。
2.进一步熟悉电解装置。
六、思考题
(1)简述钢铁发蓝的基本原理和应用。
(2)简述铝阳极氧化的基本原理和用途。
(3)如何评价铝阳极氧化膜的质量,写出相应的化学反应式。
(4)钢铁磷化在工业上有何用途,简述磷化的基本工艺过程。
(5)简述钢铁发蓝和磷化异同点。
|